液体收集器系统HH:用户热评称其为高效环保的解决方案!
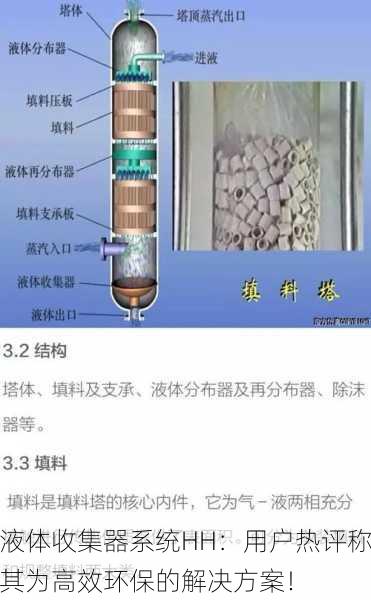
高效的液体收集能力
液体收集器系统HH以其卓越的设计和功能赢得了用户的一致好评。该系统能够高效地捕捉并存储各种类型的液体,无论是工业废水、化学品还是其他有害物质,其性能都让人印象深刻。这种设备通过先进的传感技术,实时监测周围环境中的液体,并能迅速做出反应,将泄漏或溢出的液体快速引导到安全容器中。
用户反馈显示,该系统在处理紧急情况时表现尤为突出。在一些制造业和实验室环境中,意外泄漏可能会带来巨大的经济损失及环保风险。而HH系统则通过其精准的探测与即时响应机制,有效降低了这些潜在危害。许多企业表示,自从安装了这一设备后,他们在安全管理上的压力明显减轻,减少了对传统人工清理方法依赖所造成的人力成本。
此外,该系统不仅限于单一用途,它具有极强的适用性,可以根据不同场景进行定制。例如,在食品加工行业中,HH可以有效防止原材料或成品流失,提高资源利用率;而在医疗领域,它同样具备较好的兼容性,可用于危险药品和生物材料等特殊要求下的收集与存储。因此,这种灵活性使得更多行业愿意投入资金采购,从而推动市场需求增长。
环保理念融入设计
当前社会对于环保意识不断增强,而HH 液体收集器正是在这种背景下应运而生。它采用可再生材料作为主要构件,大幅度降低生产过程中对自然资源的不必要消耗。同时,该设备运行效率高,使得能源使用量显著下降,从长远来看,对生态环境保护产生积极影响。
不少用户评价称,通过使用这个系统,不仅提升了公司的形象,更加符合现代企业绿色发展的理念。有些企业甚至将其视作展示自身责任感的重要工具。一位工厂负责人提到:“我们希望通过采取这样的措施,让客户看到我们的努力,同时也为员工创造一个更安全、更健康的工作环境。”
另外,考虑到日常维护方面,该设备也展现出了良好的友好性。不少用户指出,相比于传统方式需要频繁检修、维护且费用昂贵的问题,新型收集器提供了一套简便易行的方法来确保长期稳定运行。这无疑进一步提高了整体运营效率,也让工作人员节省大量时间去关注核心业务发展,而不是被琐碎事务所困扰。
用户体验分享
很多实际应用案例表明,对于拥有不同规模操作流程的大型工厂来说,高效率与低故障率都是至关重要的一环。在这方面,一些已经成功实施 HH 系统的小组分享经验时强调,这款产品几乎没有出现过故障记录。他们把此归因于专业团队提供全方位支持,包括初期安装指导以及持续性的技术培训。“即使遇到了小问题,我们都能得到及时解决,”某科技公司代表说道,“这大大增强了我们对整个生产链条管理能力”。
除了保障工作的连续性之外,一些用户还特别提到了数据分析功能的重要性。该装置内建的数据记录模块可以自动生成报告,以帮助企业更直观地理解流动状态及趋势,为未来决策提供参考依据。从优化库存管理,到制定更加合理的发展策略,这一切都有赖于真实可靠的数据支撑。因此,当各类统计信息成为促进决策的信息源之一时,那份附加价值就愈发显著起来。
总之,无论是在具体操作层面还是战略规划上,随着越来越多公司选择引入这一创新型方案,都彰显出他们对于追求高效、安全以及环保目标的不懈努力。这种前瞻性的思维必将在未来竞争激烈市场当中占据优势地位,实现双赢局面。
相关资讯
-

2024手游热门榜单:玩家热评Top10新游速递!
2024年手游热门榜单中,玩家热评的Top10新游速递如下(排名不分先后,根据多方信息综合整理):1、《原神》:作为持续热门的开放...
-

2024年热门射击手游精选:玩家真实评测推荐榜单
2024年热门射击手游精选,基于玩家真实评测推荐,以下是一些备受瞩目的游戏:1. 《和平精英》游戏类型:射击生存特点:作为射击竞技...
-

2024热门棍勇风手游大盘点,网友力荐新游来袭!
在2024年,热门棍勇风格的手游层出不穷,这些游戏以其独特的玩法、精美的画面和引人入胜的剧情吸引了大量玩家的关注,以下是一些备受网...
-
揭秘伊洛纳试验场位置,网友热议探索心得分享!
在伊洛纳这款游戏中,试验场是一个充满挑战与机遇的重要地点,它不仅是玩家获取种族卡片和进化石的唯一途径,还提供了丰富的奖励来增强玩家...